In the bottom-up development approach, the multi-stage process starts in the laboratory, moves to the pilot plant, and ends at the commercial unit before any financial benefits may be realized, which may take a significantly long time to break even. A major recurring problem during technology development is R&D being trapped in a seemingly infinite death-valley loop because the initial impractical and sometimes unrealistic catalyst performance targets in laboratory scale result in “strange” engineering design, unsatisfactory financial return and repeated development work as well as budget overrun and unnecessary delay.
Typically, the bottom-up development steps for brand-new technology should be carried out in three major steps comprising laboratory/bench scale, pilot/demo plant, and finally commercial scale. From the figure shows an overview of the scale-up procedure starting from the lab until benefit return in terms of accumulative investment and freedom of design parameters. First, selection of catalyst candidates after high throughout screening and determination of their final recipes are attempted at the lab/bench scale through screening and study of the catalyst performance which is closely related to such basic catalyst properties as density, void fraction, particle size distribution, specific surface area and pore size distribution, crush strength, and attrition resistance. The pilot-scale used to test catalyst performance is designed to represent a scaled-down version of the expected commercial unit. This step reveals that key performance factors such as pressure drop, flow distribution, suitable Heating/cooling system can be affected to a significant degree by mass and heat transfer effect and reactor dimension. The sizing of commercial bed and its design are also determined by process constraints involving feed rate and composition, and catalyst lifetime. The optimal catalyst performance is ultimately decided by economic evaluation, process severity and safety. In short, if catalyst performance and applicable costs turn out to be unacceptable, it is necessary to return to the first step of the loop shown as dotted circle in the figure.
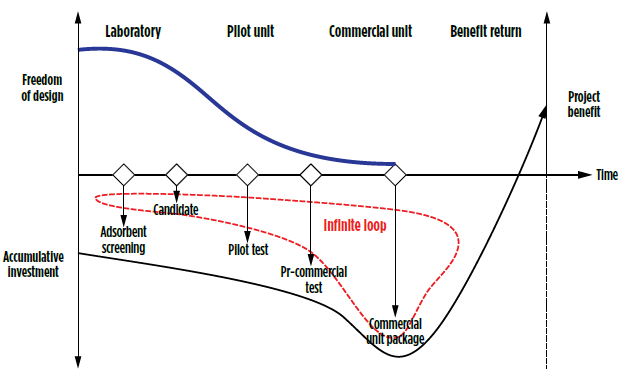
Based on my experience, the bottom-up method failed frequently to satisfactorily lead to successful commercialization in terms of accumulative investment because of the trap of the death-valley loop during brand-new catalyst development. The larger the number of repetition of the loop, the higher the accumulated investment would become, not to mention the lost opportunity due to longer delay in project completion.