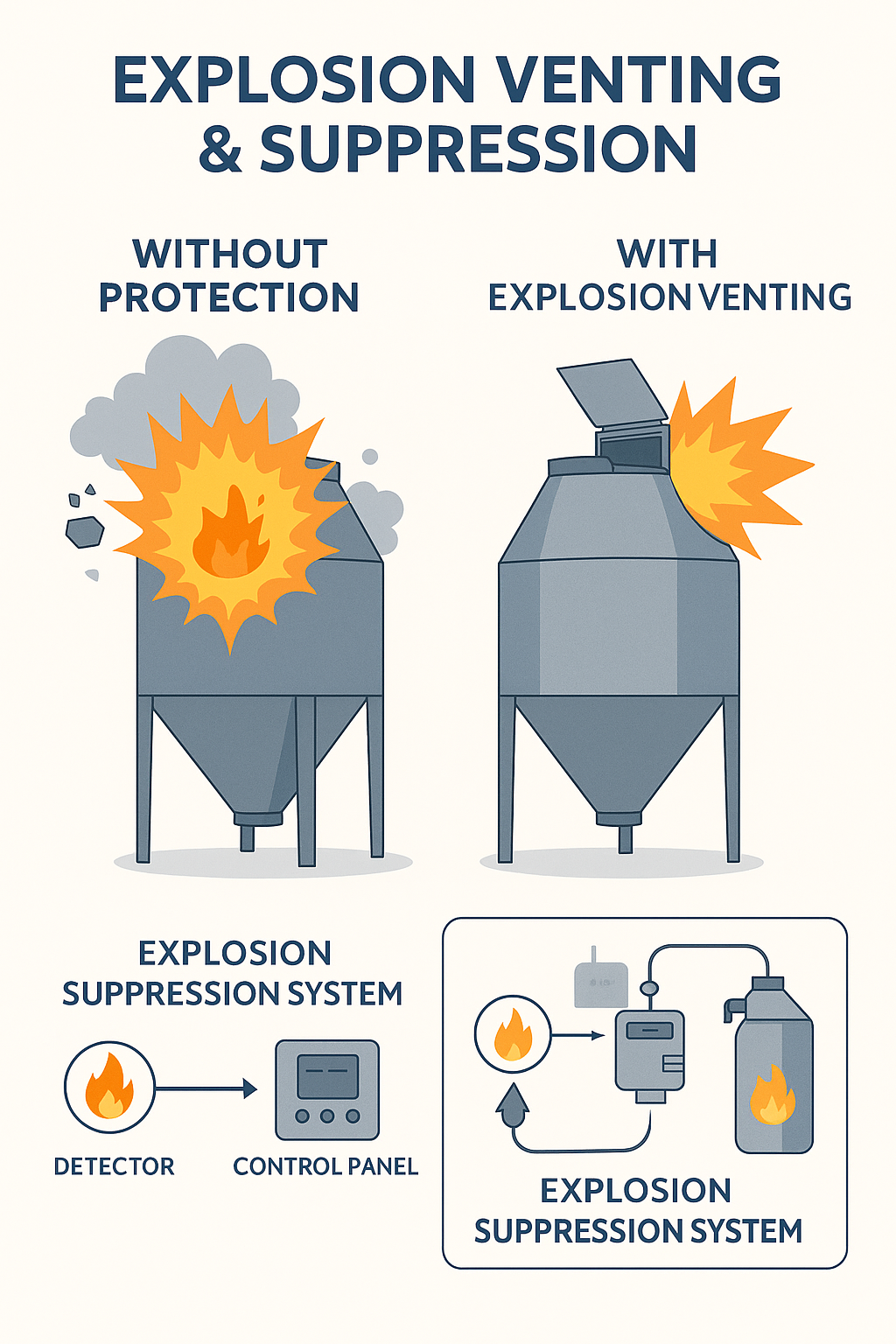
In processes that handle flammable gases, vapors, or combustible dusts, there is a risk of deflagration (an explosion with subsonic flame speed) inside equipment like silos, dust collectors, reactors, or confined rooms. Explosion protection techniques are essential to prevent such an event from causing catastrophic equipment rupture or secondary explosions. Two primary strategies are explosion venting (passive) and explosion suppression (active). Explosion venting involves installing strategically sized weak panels or diaphragms on equipment that will rupture and open when internal pressure from an incipient explosion rises, thereby releasing the pressure wave and flame to a safe direction (often outdoors) before it can build to destructive levels. It’s a passive method because it doesn’t require detection or controls – the panel simply opens at a set pressure. Explosion venting is a relatively low-cost protection and is widely used for dust handling equipment; however, venting does not extinguish the flame and can result in fireball and pressure release to the outside. As such, considerations like vent ducting, flame arrestors (flameless vents), or safe venting areas are crucial so that vented explosions don’t harm personnel or ignite other materials. Explosion suppression, on the other hand, is an active system where sensors (pressure or flame detectors) detect the very early stages of an explosion (often within a few milliseconds of ignition) and immediately trigger release of a suppressant (such as a dry chemical powder) into the equipment to quench the explosion flame before pressures get destructive. Suppression systems typically also include isolation valves to prevent the explosion from propagating through ductwork to other equipment. According to standards like NFPA 68 (for venting) and NFPA 69 (for suppression and prevention), these methods can be extremely effective in preventing equipment loss and injuries. In many cases, a combination is used: for example, a dust collector might have vent panels (passive) but also chemical isolation suppression on the inlet pipe to stop flame from traveling back to the process.
OSVARD assists facilities in evaluating which explosion protection approach suits their process and then provides detailed design and specification for the systems. Our engineers perform calculations per NFPA 68 to size explosion vents. This involves analyzing the protected vessel’s volume, the explosion characteristics of the material (Kst value for dusts or gas deflagration index), and the desired Pred (reduced explosion pressure we aim to stay below). Using these inputs, we calculate the required vent area and select vent panels of appropriate burst pressure. We also consider practical aspects: vent placement (panels should ideally be on exterior-facing surfaces or ducted safely outside), vent duct length (short and straight to not impede relief), and whether a flameless vent is needed – flameless vents have mesh or quenching material that cools the flame so that venting can occur indoors safely. NFPA 68 provides formulas and guidelines on these, and we ensure our designs comply, including accounting for any partial volume or strong enclosures adjustments. For active suppression systems, OSVARD works to design a system compliant with NFPA 69 and utilizing reputable suppliers (IEP Technologies, Fike, etc.). We determine sensor locations (often pressure sensors mounted on the vessel body that can detect the pressure rise of about 1-2 psi almost immediately), the number and size of suppressant cylinders needed (based on vessel volume and fuel reactivity), and isolation locations (usually chemical isolation injectors or fast-acting valves on connecting ducts). The control panel logic is specified such that when an explosion is detected, the suppressors discharge in a few milliseconds, and isolation devices (like high-speed valves or chemical barriers) deploy to block flame passage in ducts. OSVARD ensures redundancy and self-diagnostics in the system (for example, monitoring if an indicator light shows a cylinder is under pressure or if a sensor fails). Calculations for suppression also consider the Pred goal – properly designed, suppression can keep pressures very low (e.g., under 0.2 bar) so the vessel isn’t overstressed.
We also advise on explosion isolation devices beyond chemical ones, like flap valves or float valves in dust handling systems that close due to the pressure wave, preventing flame from moving through pipelines. Isolation is critical; venting a dust collector but not isolating it from the processing equipment could allow the flame to propagate backwards into the factory. OSVARD references best practices to implement a holistic solution: vent or suppress and isolate, and consider ignition source control as part of an overall prevention strategy (e.g., spark detectors and abort gates for dust systems).
Implementing explosion venting or suppression designed by OSVARD drastically reduces the damage potential from an internal explosion. Instead of a vessel fragmenting and sending shrapnel and flames into the plant, a vent panel will burst as intended – directing the pressure wave out of harm’s way. Or a suppression system will snuff out the combustion in its infancy, often leaving the vessel intact and maybe just a brief pressure puff. For companies processing grains, powders, chemicals, or flammable gases, these protections can be the difference between a minor disruption and a major disaster. Installing these systems also demonstrates regulatory compliance; many jurisdictions and insurers in Asia are now insisting on NFPA-standard explosion protection for dust handling after some high-profile dust explosions in factories. OSVARD not only designs the systems but also can assist with their commissioning: ensuring vent panels are installed correctly (e.g., not painted over or bolted too tightly), or testing suppression detection and discharge in a controlled manner. Training is provided so that staff know how to inspect and maintain the systems – for instance, replacing vent panels after they age or ensuring suppression cylinders stay charged and aren’t expired.
By taking a formal engineering approach with calculations, documentation, and adherence to standards, OSVARD gives clients and authorities confidence in the explosion safety measures. We integrate these measures into the facility’s overall safety management – including clear signage (vented explosion panels often need a safety perimeter marking), emergency stop integration (suppression systems can trigger process shutdown), and incident response (in case a system activates, procedures to investigate and clean up chemical powder from suppressors, etc.). In short, OSVARD’s explosion venting and suppression solutions are tailored, reliable defenses that allow companies to operate safely even in the presence of explosive atmospheres, protecting both people’s lives and the facility’s assets.
IEP Technologies – NFPA 68 (deflagration venting) and NFPA 69 (explosion prevention) list mitigation methods like explosion venting, suppression, and isolation as common techniques to deal with explosion threatsieptechnologies.com.
IEP Technologies – Explosion venting is a passive protection method using a weak panel to relieve pressure; it’s low-cost and prevents vessel rupture but doesn’t extinguish flames and may allow fireball releaseieptechnologies.com.
IEP Technologies – Explosion suppression is an active protection that rapidly detects an incipient explosion and discharges a chemical agent to suppress it, also usually isolating connected ducts to stop flame propagationieptechnologies.com.
IEP Technologies – Flameless vents allow indoor explosion venting by quenching flames, though NFPA 68 limits their use (volume and number per vessel); they stop flame discharge but still release hot gases, requiring a safe zoneieptechnologies.com.